High Lift Chip Trapper


Filter chips and solids out of used coolant and liquids from below grade sumps or nelevated tanks!
Vacuum in liquid with solids and pump out only the liquid, with 15 feet of lift!

The patented* High Lift Chip Trapper offers a fast, easy way to clean chips, swarf and shavings out of used coolants and other liquids. The High Lift Chip Trapper vacuums the coolant or liquid that is filled with debris and traps all the solids in a reusable filter bag. Only the liquid pumps back out. It is ideal for use on pits, wells, below grade sumps, tanks and storage containers of contaminated liquids.
The High Lift Chip Trapper uses EXAIR’s compressed air powered Reversible Drum Vac (included) that can fill or empty a 55 gallon drum in less than two minutes. Simply set the Reversible Drum Vac pump and directional flow control valve on top of the drum to “fill” for it to quickly vacuum the liquid with solids. Once the sump, pit or tank is empty, set the pump and directional valve to “empty” for it to pump out clean coolant/liquid. All the chips and other solids are trapped inside the reusable filter bag of the High Lift Chip Trapper.
Why The High Lift Chip Trapper?
EXAIR's compressed air operated High Lift Chip Trapper System attaches quickly to the included 30, 55 or 110 gallon drum lid. Its high powered vacuum is able to lift liquids up to 15 feet or pump liquids from as far as 20 feet and fill a 55 gallon drum in less than 85 seconds. With the simple turn of a knob, the same stainless steel pump quickly empties the drum. The High Lift Chip Trapper has the extra power you need to move liquids from below grade work areas, sumps or tanks up to 15 feet!
Wells, pits, below grade or elevated tanks can accumulate debris. This debris can cause problems when the liquid is transferred into a machine or process. Waste oil for heating or recycled lubricants which are suitable for dirtier jobs can be used without worry of solids damaging equipment. The heavy duty power of the High Lift Chip Trapper is capable of moving high viscosity liquids up to 1400 centipoise.
Applications
- Below grade coolant sumps
- Deep wells Underground storage tanks
- Pits
- Drains
- Deep hole broaching
- Bulk storage tanks
- Cisterns
Advantages
- Removes unwanted solids from liquid
- Recycles coolants
- No moving parts
- No motors to clog or wear out
- Self priming stainless steel pump
- Safe - no electricity
- Built-in pressure/vacuum relief
- Spill free – auto safety shutoff
- Quiet

How The High Lift Chip Trapper Works
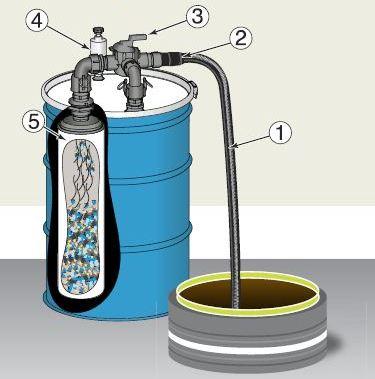
The vacuum hose (1) is attached to the barbed connectionof the High Lift Chip Trapper (2). The directional flow control valve on top of the drum (3) and knob on the pump (4) are set to the “fill” position. The air supply valve is opened to permit compressed air at 80-100 PSIG (5.5 – 6.9 BAR) to bl ow through the pump which pulls the liquid through the hose, then into the reusable filter bag (5). When all liquid is in the drum, the air supply is turned of . The filtered liquid can then be pumped out by setting the directional flow control valve on top of the drum and the knob on the pump to the “empty” position. Oncethe air supply valve is opened, the air pushes the liquid back through the hose while all solids remain in the reusable filter bag.
Warning
Do not use with any material with a low l ash point or drum dolly. with flammable liquids such as fuel oil, alcohol, mineral spirits, gasoline or kerosene.
High Last ChipTrapper Specifications
| Pressure Supply 80 PSIG (5.5 BAR) | Air Consumption |
Lift |
Water Flow Rate | Sound Level | |||
| DESCRIPTION | SCFM | SLPM | "H2O | mm Hg | GPM | LPM | 83 dBA |
| HIGH LIFT CHIP TRAPPEER | 43 | 1,218 | 180 | 336 | 30 | 114 | |
Built To Last
The stainless steel pump has no motors or impellers to clog or wear out and there is no electricity or shock hazard! Safe operation is assured with a built-in pressure/vacuum relief and an automatic safety shutoff valve that prevents spills or overfi lling.
The High Lift Chip Trapper includes the pump assembly with directional flow valve, a 30, 55 or 110 gallon drum, 20' (6.1m) chemical resistant hose, 20' (6.1m) compressed air hose, aluminum chip wand, (2) reusable 5 micron filter bags and drum dolly.

| High Lift Chip Trapper Systems | |
| Model # | Description |
| 6190 | 55 Gallon High Lift Chip Trapper System includes the High Lift Reversible Drum Vac pump assembly, directional flow valve, 55 gallon drum, lever lock drum lid, shutoff valve, 20' (6.1m) flexible vacuum hose (1-1/2"/38mm I.D.), 20' (6.1m) compressed air hose, chip wand,(2) filter bags and drum dolly. |
| 6190-30 | 30 Gallon High Lift Chip Trapper System - same as Model 6190 except includes a 30 gallon drum. |
| 6190-110 | 110 Gallon High Lift Chip Trapper - same as Model 6190 except includes a 110 gallon drum. |
| 6095 | High Lift Reversible Drum Vac Only- Included in all systems listed above. |
| Accessories | |||
| Model # | Description | Model # | Description |
| 901060-1 | Replacement Filter Bag, 1 micron | 901060-200 | Replacement Filter Bag, 200 micron |
| 901060 | Replacement Filter Bag, 5 micron | 901060-SP | Filter Bag Sample Pack- Includes one each 1, 25, 50, 100 & 200 micron bags |
| 901060-25 | Replacement Filter Bag, 25 micron | 6901 | Spill Recovery Kit includes a one-piece 54" (1372mm) ABS wand and 14" (356mm) double blade squeegee tool |
| 901060-50 | Replacement Filter Bag, 50 micron | ||
| 901060-100 | Replacement Filter Bag, 100 micron | 9001 | Auto Drain Filter Separator, 3/8 NPT, 65 SCFM (1,841 SLPM) |